
Các sản phẩm






Bộ phận dập thép không gỉ
Bạn đang tìm kiếm các bộ phận dập bằng thép không gỉ bền? Nuote Metals, một nhà máy ở Trung Quốc, cung cấp các giải pháp Tùy chỉnh cho ô tô và thiết bị y tế. Việc dập chính xác của chúng tôi mang lại độ bền chống rỉ và độ khít chính xác. Giải quyết các vấn đề ăn mòn và mài mòn với các bộ phận được chế tạo để tồn tại lâu dài. Hãy tin tưởng vào chất lượng của nhà máy.
Gửi yêu cầu
Mô tả Sản phẩm
Đối với các bộ phận tiếp xúc với độ ẩm, hóa chất hoặc nhiệt độ khắc nghiệt, việc lựa chọn vật liệu là rất quan trọng.Bộ phận dập thép không gỉmang lại khả năng chống ăn mòn và độ bền cơ học mà thép cacbon thông thường không thể sánh được—làm cho chúng trở thành tiêu chuẩn cho các ứng dụng y tế, chế biến thực phẩm, hàng hải và kiến trúc.
kim loại Nuotechuyên sản xuất các bộ phận dập bằng thép không gỉ từ các loại austenit (304, 316), ferritic (430) và martensitic (410, 420). Quy trình dập của chúng tôi được tối ưu hóa để vượt qua những thách thức đặc biệt khi làm việc với thép không gỉ: độ cứng của phôi, độ bền kéo cao và độ mòn của dụng cụ.

Bộ phận dập thép không gỉ là gì?
Các bộ phận dập bằng thép không gỉ là các thành phần kim loại được sản xuất bằng cách cấp cuộn hoặc tấm thép không gỉ thông qua máy ép dập được trang bị khuôn tùy chỉnh. Quá trình cắt, uốn cong, tạo hình hoặc kéo vật liệu thành các hình dạng hoàn thiện.
Không giống như thép nhẹ, các bộ phận dập bằng thép không gỉ chứa ít nhất 10,5% crom, tạo thành lớp oxit thụ động có khả năng chống gỉ và ố màu. Lớp tự phục hồi này làm cho thép không gỉ trở nên lý tưởng cho các ứng dụng yêu cầu độ sạch sẽ, tuổi thọ cao và khả năng chống chịu với môi trường khắc nghiệt.
kim loại Nuotesản xuất các bộ phận dập bằng thép không gỉ trong ba dòng chính:
--Austenitic (304, 316) - Phổ biến nhất, không có từ tính, khả năng định dạng tuyệt vời
--Ferritic (430) – Từ tính, giá thành thấp, chống ăn mòn tốt
--Martensitic (410, 420) – Làm cứng bằng xử lý nhiệt, chống mài mòn

Tại sao chọn kim loại Nuote cho các bộ phận dập bằng thép không gỉ?
Chuyên môn về vật liệu
Thép không gỉ hoạt động khác với thép carbon. Các kỹ sư của Nuote Metals hiểu:
Tốc độ làm cứng - Thép không gỉ 304 cứng lại nhanh chóng trong quá trình tạo hình, đòi hỏi phải thiết kế và bôi trơn dụng cụ cẩn thận
Đặc tính đàn hồi - Cường độ năng suất cao hơn có nghĩa là thép không gỉ trở lại hình dạng ban đầu nhiều hơn thép nhẹ
Xu hướng mài mòn - Thép không gỉ có thể bám dính vào bề mặt dụng cụ dưới áp lực, đòi hỏi khuôn được đánh bóng và lớp phủ cụ thể
Dụng cụ chuyên dụng cho thép không gỉ
Tính năng khuôn dập của chúng tôi dành cho các bộ phận dập bằng thép không gỉ:
Thép công cụ cacbua hoặc D2 – Chịu được mài mòn từ thép không gỉ
Lớp phủ TiN hoặc TiCN – Giảm ma sát và ăn mòn
Bán kính rộng – Ngăn ngừa nứt ở các khúc cua
Khoảng hở chính xác – 8–12% mỗi bên (so với 5–8% đối với thép nhẹ)
Thông số kỹ thuật của bộ phận dập thép không gỉ kim loại Nuote
Các loại thép không gỉ có sẵn
| Cấp | Kiểu | Thuộc tính chính | Ứng dụng điển hình |
|---|---|---|---|
| 304 | Austenit | Khả năng chống ăn mòn toàn diện tốt nhất, khả năng định dạng tốt | Thiết bị y tế, thiết bị thực phẩm, phần cứng hóa học |
| 304L | Austenit | Carbon thấp hơn (0,03%), khả năng hàn tốt hơn | Cụm hàn, phần dày |
| 316 | Austenit | Thêm Molypden, khả năng chống nước mặn tuyệt vời | Linh kiện hàng hải, thiết bị dược phẩm |
| 316L | Austenit | Phiên bản carbon thấp 316 | Thiết bị cấy ghép, dụng cụ phẫu thuật |
| 430 | Ferit | Từ tính, chi phí thấp hơn, tốt cho ăn mòn nhẹ | Dụng cụ trang trí, kẹp ống xả ô tô |
| 410 | Martensitic | Có thể xử lý nhiệt theo HRC 38–45, chống mài mòn | Thân van, trục bơm (có tem) |
| 420 | Martensitic | Độ cứng cao hơn (HRC 48–52) sau khi xử lý nhiệt | Dao kéo, kéo phẫu thuật (dạng có tem) |
| 301 (hoàn toàn cứng) | Austenit | Độ bền kéo cao từ cán nguội | Kẹp lò xo, tiếp điểm pin, vòng đệm |
Khả năng chiều
kim loại Nuotesản xuấtbộ phận dập thép không gỉtrên một phạm vi kích thước rộng.
| tham số | Khả năng |
|---|---|
| Phạm vi độ dày vật liệu | 0,1 mm đến 4,0 mm (tùy theo loại) |
| Kích thước bộ phận tối đa (khuôn lũy tiến) | 300 mm x 300 mm |
| Kích thước bộ phận tối đa (khuôn hỗn hợp) | 500 mm x 500 mm |
| Đường kính lỗ tối thiểu | Bằng độ dày vật liệu (1xT) để xỏ lỗ |
| Dung sai (tiêu chuẩn) | ±0,10 mm trên kích thước dưới 100 mm |
| Dung sai (độ chính xác) | ±0,05 mm đối với các tính năng quan trọng |
| Độ phẳng (trên 100 mm) | .20,20 mm (sau khi giảm căng thẳng nếu cần) |
Quy trình dập cho thép không gỉ
| Quá trình | Sự phù hợp cho thép không gỉ | Ghi chú |
|---|---|---|
| Làm trống | Xuất sắc | Cần có khuôn cacbua cho khối lượng lớn |
| xỏ lỗ | Tốt | Các lỗ nhỏ (< 1,5xT) có thể phải xỏ lỗ trong hai lần |
| Uốn (uốn khí) | Tốt | Cho phép đàn hồi (thường cần uốn cong quá mức 2–5°) |
| Uốn (đúc) | Xuất sắc | Giảm độ đàn hồi nhưng yêu cầu trọng tải cao hơn |
| Bản vẽ nông (độ sâu < 2x dia) | Tốt | Được ủ 304 ưa thích; bôi trơn quan trọng |
| Vẽ sâu | Khá đến vừa phải | Có thể cần phải rút nhiều lần và ủ trung gian |
| Đúc/dập nổi | Tốt | Cần có trọng tải ép cao do quá trình làm cứng |
Tính chất cơ học sau khi dập
| Cấp | Độ bền kéo (MPa) | Sức mạnh năng suất (MPa) | Độ giãn dài % | Độ cứng (điển hình) |
|---|---|---|---|---|
| 304 (ủ) | 515 – 620 | 205 – 240 | 40 – 60 | HRB 70–85 |
| 304 (1/2 cứng) | 860 – 1030 | 690 – 860 | 10 – 20 | HRC 25–32 |
| 316 (ủ) | 550 – 620 | 205 – 240 | 40 – 60 | HRB 75–85 |
| 430 (ủ) | 450 – 550 | 240 – 310 | 20 – 30 | HRB 75–85 |
| 410 (ủ) | 480 – 550 | 275 – 345 | 15 – 20 | HRB 80–90 |
Lưu ý: các bộ phận dập bằng thép không gỉ có thể bị cứng lại trong quá trình tạo hình. Chỉ định “ủ sau khi dập” nếu yêu cầu điều kiện mềm.
Hoàn thiện bề mặt cho các bộ phận dập bằng thép không gỉ
kim loại Nuotecung cấp nhiều lớp hoàn thiện sau dập để nâng cao hình thức hoặc chức năng.
Hoàn thiện cơ khí
| Hoàn thành | Sự miêu tả | Phương pháp | Ứng dụng |
|---|---|---|---|
| #2B (nhà máy) | Bề mặt mịn, phản chiếu (tiêu chuẩn) | Cán nguội nhẹ | Công nghiệp tổng hợp, các bộ phận ẩn |
| #4 (chải) | Đường satin định hướng tốt | Hoàn thiện vành đai mài mòn | Thiết bị thực phẩm, trang trí kiến trúc |
| #8 (gương) | Độ phản chiếu cao, giống như gương | Đánh bóng tiến bộ | Dụng cụ trang trí, y tế |
| nổ hạt | Đồng nhất mờ, không định hướng | Tác động của hạt thủy tinh | Vỏ bọc y tế, bộ phận thẩm mỹ |
| đánh bóng điện | Lớp phủ mịn màng, tươi sáng, thụ động được tăng cường | Loại bỏ vi bavia bằng điện hóa | Dược phẩm, chất bán dẫn, độ tinh khiết cao |
Lớp phủ và phương pháp xử lý (Hiếm đối với thép không gỉ, nhưng có sẵn)
| Sự đối đãi | Mục đích | Độ dày điển hình |
|---|---|---|
| Sự thụ động | Loại bỏ sắt tự do, phục hồi khả năng chống ăn mòn | Không thể đo lường được (quá trình hóa học) |
| Oxit đen | Chống chói, chống ăn mòn nhẹ | 0,5 – 1,5 µm |
| Lớp phủ PVD (TiN, CrN) | Chống mài mòn, màu sắc trang trí | 1 – 3 µm |
Ứng dụng của bộ phận dập thép không gỉ
Nguồn cung cấp kim loại Nuotebộ phận dập thép không gỉcho các ngành công nghiệp đòi hỏi vệ sinh, độ bền và khả năng chống ăn mòn.
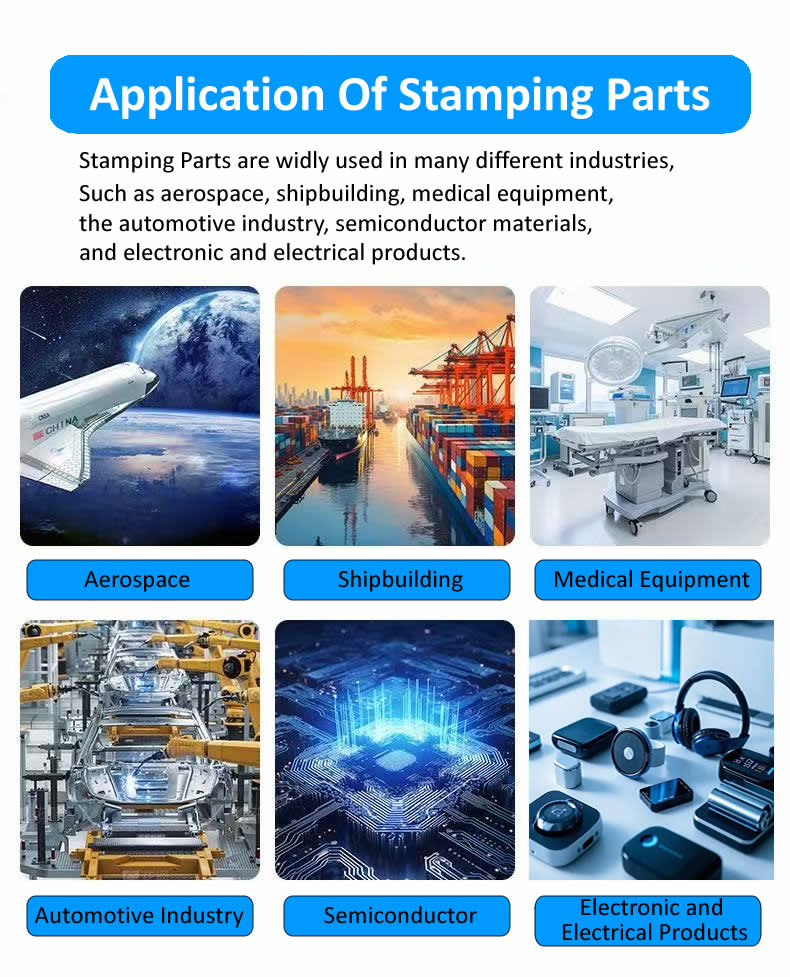
Y tế và chăm sóc sức khỏe
Tay cầm và hàm dụng cụ phẫu thuật (khoảng trống có tem)
Thành phần thử nghiệm cấy ghép chỉnh hình
Tấm đục lỗ khay khử trùng
Khung thiết bị chẩn đoán
Phần cứng và chốt của giường bệnh viện
Chế biến thực phẩm và đồ uống
Dây xích băng tải
Bộ phận giữ màng bơm
Giá đỡ gắn lưỡi trộn
Các thành phần vòi phun
Kẹp và mặt bích ống vệ sinh
Hàng hải và ngoài khơi
Đế và bản lề của thuyền
Tấm ốp phần cứng boong
Kẹp hệ thống xả (cấp 316)
Vỏ lọc nước mặn
Các bộ phận vỏ điện ngoài khơi
Ô tô và xe thương mại
Miếng đệm ống xả
Giá đỡ hệ thống nhiên liệu
Tấm chắn nhiệt Turbo
Các bộ phận của cần gạt nước (không gỉ 430)
Vòng buộc giường xe tải
Hóa chất và công nghiệp
Giá đỡ thiết bị truyền động van
Tấm mài mòn của máy bơm
Giá đỡ vỏ bộ lọc
Vỏ thiết bị phòng thí nghiệm
Linh kiện đo áp suất
Đảm bảo chất lượng cho các bộ phận dập thép không gỉ – EEAT trong thực tế
kim loại Nuoteáp dụng các quy trình chất lượng nghiêm ngặt dành riêng cho thép không gỉ.
Kinh nghiệm làm việc chăm chỉ
Các kỹ sư dập của chúng tôi có hơn 10 năm kinh nghiệm với thép không gỉ austenit. Chúng tôi sử dụng phân tích phần tử hữu hạn (FEA) để dự đoán độ mỏng và vết nứt tại các điểm uốn, điều chỉnh hình dạng khuôn để duy trì độ dày tối thiểu.
Chuyên môn trong kiểm tra ăn mòn
Đối với các bộ phận dập bằng thép không gỉ dành cho môi trường khắc nghiệt, chúng tôi cung cấp:
Thử nghiệm phun muối (ASTM B117) - 200 đến 1.000 giờ tùy theo cấp
Xác minh thụ động - Thử nghiệm đồng sunfat hoặc ferroxyl theo tiêu chuẩn ASTM A967
Thử nghiệm ăn mòn giữa các hạt – Đối với các bộ phận hàn không gỉ (ASTM A262)
Thẩm quyền thông qua các tiêu chuẩn
Các bộ phận dập bằng thép không gỉ của chúng tôi phù hợp với:
ASTM A240/A240M – Tiêu chuẩn cho tấm/tấm không gỉ
ISO 9001:2015 – Quản lý chất lượng
ISO 13485 – Chất lượng thiết bị y tế (cung cấp theo yêu cầu)
Tuân thủ FDA – Dành cho các ứng dụng tiếp xúc với thực phẩm (chứng nhận vật liệu)

Tin tưởng thông qua truy xuất nguồn gốc
Mỗi lô bộ phận dập thép không gỉ của Nuote Metals bao gồm:
Chứng chỉ kiểm tra nhà máy (MTC) – Tính chất cơ lý
Báo cáo kiểm tra – Kích thước chính với giá trị đo thực tế
Chứng chỉ thụ động (nếu có) - Ngày, phương pháp, kết quả kiểm tra
Các bộ phận mẫu – 10 chiếc được vận chuyển trước khi phát hành sản xuất
Những thách thức thường gặp trong các bộ phận dập bằng thép không gỉ và cách kim loại Nuote giải quyết chúng
| Thử thách | Gây ra | Dung dịch kim loại Nuote |
|---|---|---|
| Nứt ở các khúc cua | Bán kính uốn cong không đủ hoặc độ cứng của công việc | Sử dụng bán kính bên trong tối thiểu 2xT; chỉ định vật liệu ủ; thêm giảm căng thẳng |
| Galling (chuyển vật liệu sang khuôn) | Ma sát và áp suất cao | Khuôn cacbua được đánh bóng; lớp phủ TiN; chất bôi trơn hiệu suất cao |
| Springback gây ra góc không chính xác | Độ bền năng suất cao của thép không gỉ | Khuôn uốn cong quá mức (bù 2–5°); đúc thay vì uốn không khí |
| Các vệt trên các cạnh bị cắt | Khe hở chày/die bị mòn | Duy trì khoảng trống 8–12% mỗi bên; sử dụng các cú đấm cacbua sắc nét; mài mòn thứ cấp |
| Trầy xước bề mặt trong quá trình xử lý | Thép không gỉ Austenitic tương đối mềm | Nhựa xen kẽ giữa các bộ phận được đóng dấu; container vận chuyển lót |
Câu hỏi thường gặp về các bộ phận dập thép không gỉ
Dưới đây là các câu hỏi kỹ thuật phổ biến nhất mà Nuote Metals nhận được liên quan đếnbộ phận dập thép không gỉ.
Câu 1: Sự khác biệt giữa thép không gỉ 304 và 316 đối với các bộ phận dập bằng thép không gỉ là gì? Tôi nên chọn cái nào?
Đáp: Sự khác biệt chính là hàm lượng molypden. Thép không gỉ 304 chứa 18% crom và 8% niken, mang lại khả năng chống ăn mòn nói chung tuyệt vời. 316 bổ sung thêm 2–3% molypden, giúp cải thiện đáng kể khả năng chống lại clorua (nước mặn, muối tan băng, thuốc tẩy). Đối với các bộ phận dập inox dùng trong nhà hoặc trong nước ngọt thì 304 là đủ và tiết kiệm hơn. Đối với môi trường biển, các ứng dụng ngoài trời ven biển, nhà máy hóa chất xử lý clorua hoặc chế biến thực phẩm bằng nước muối mặn, Nuote Metals khuyến nghị 316. Lưu ý rằng 316 đắt hơn khoảng 15–20% so với 304 và có khả năng định dạng thấp hơn một chút (yêu cầu bán kính uốn cong lớn hơn). Nếu các bộ phận dập bằng thép không gỉ của bạn sẽ được hàn, chúng tôi khuyên dùng 304L hoặc 316L (phiên bản có hàm lượng carbon thấp) để tránh hiện tượng nhạy cảm và ăn mòn giữa các hạt trong vùng chịu ảnh hưởng nhiệt.
Câu hỏi 2: Nuote Metals ngăn chặn hiện tượng ăn mòn khi dập các bộ phận bằng thép không gỉ bằng cách nào? Tại sao việc ga lăng lại là một vấn đề?
Trả lời: Galling là quá trình hàn nguội vật liệu thép không gỉ lên bề mặt khuôn. Nó xảy ra do lớp oxit thụ động trên thép không gỉ có thể bị phá vỡ dưới áp lực, cho phép kim loại trần tiếp xúc với kim loại. Sự dồn nén gây ra các bề mặt bộ phận gồ ghề, trôi chiều và cuối cùng là hỏng khuôn. Nuote Metals ngăn ngừa hiện tượng ăn mònbộ phận dập thép không gỉthông qua ba phương pháp. Đầu tiên, chúng tôi sử dụng hạt dao khuôn cacbua được đánh bóng ở Ra bằng 0,1 µm hoặc cao hơn—bề mặt nhẵn hơn sẽ giảm điểm bám dính. Thứ hai, chúng tôi phủ lớp phủ PVD (TiN hoặc TiCN) cho các dụng cụ đục lỗ và tạo hình, tạo ra lớp chắn cứng, ma sát thấp. Thứ ba, chúng tôi chọn chất bôi trơn cực áp không chứa clo được pha chế đặc biệt cho thép không gỉ austenit. Đối với các bộ phận dập bằng thép không gỉ khối lượng lớn, chúng tôi cũng triển khai hệ thống bôi trơn vi mô tự động bôi dầu mới vào mỗi hành trình. Nếu hiện tượng dồn nén vẫn xảy ra, các cảm biến trong khuôn của chúng tôi sẽ phát hiện lực tước tăng lên và tự động dừng máy ép.
Câu 3: Bạn có thể sản xuất các bộ phận dập bằng thép không gỉ không có gờ trên các cạnh bị cắt không? Chiều cao burr tiêu chuẩn của bạn là bao nhiêu?
Trả lời: Về mặt kỹ thuật, các cạnh không có gờ là không thể thực hiện được bằng phương pháp dập thông thường vì quá trình cắt luôn để lại một đường gờ nhỏ nhô lên ở một bên. Tuy nhiên, Nuote Metals kiểm soát các gờ một cách chặt chẽ. Giới hạn chấp nhận tiêu chuẩn của chúng tôi đối với các bộ phận dập bằng thép không gỉ là chiều cao lưỡi dao ≤ 5% độ dày vật liệu (ví dụ: tối đa 0,05mm đối với vật liệu dày 1,0mm). Đối với các ứng dụng về cơ bản không cần có gờ (ví dụ: các bộ phận tiếp xúc với mô người hoặc lớp cách điện dây mỏng manh), chúng tôi cung cấp khả năng làm sạch bavia thứ cấp bằng cách rung chuyển (loại bỏ các gờ xuống .02mm và thêm bán kính cạnh nhẹ) hoặc đánh bóng bằng điện (hòa tan các vi bavia về mặt hóa học và cải thiện độ hoàn thiện bề mặt). Chỉ định “không có cạnh sắc” hoặc “chiều cao gờ tối đa 0,03mm” trên bản vẽ của bạn. Đối với các bộ phận dập bằng thép không gỉ khối lượng lớn mà không thể chấp nhận được các gờ, chúng tôi có thể đề xuất gia công phôi mịn (một quy trình thay thế) hoặc mài thứ cấp, mặc dù cả hai đều làm tăng thêm chi phí. Liên hệ với Nuote Metals về yêu cầu giới hạn lưỡi khoan của bạn để đánh giá tính khả thi.
Câu hỏi 4: Các bộ phận dập bằng thép không gỉ có cần thụ động sau khi dập không? Khi nào nó được yêu cầu?
Trả lời: Thụ động hóa là một phương pháp xử lý hóa học nhằm loại bỏ các hạt sắt tự do trên bề mặtbộ phận dập thép không gỉ. Trong quá trình dập, dụng cụ có thể chuyển các hạt sắt cực nhỏ lên bộ phận. Những hạt sắt này có thể bị rỉ sét, tạo ra vết ố màu đỏ làm ảnh hưởng đến khả năng chống ăn mòn. Sự thụ động hòa tan các hạt này mà không tấn công lớp không gỉ giàu crom bên dưới. Nuote Metals khuyến nghị sử dụng thụ động cho các bộ phận dập bằng thép không gỉ được sử dụng trong các thiết bị y tế, tiếp xúc với thực phẩm, môi trường biển hoặc bất kỳ ứng dụng nào mà việc nhuộm màu rỉ sét là không thể chấp nhận được. Sự thụ động cũng được yêu cầu bởi ASTM A967 đối với một số thông số kỹ thuật y tế và hàng không vũ trụ. Đối với các bộ phận dập bằng thép không gỉ công nghiệp nói chung (ví dụ: giá đỡ, kẹp, vỏ) được sử dụng trong nhà, quá trình thụ động thường là tùy chọn. Chúng tôi có thể cung cấp các bộ phận được đóng dấu hoặc thụ động. Dây chuyền thụ động của chúng tôi sử dụng axit xitric (thân thiện với môi trường) và bao gồm thử nghiệm xác minh theo tiêu chuẩn ASTM A967.
Tại sao nên hợp tác với Nuote Metals cho các bộ phận dập bằng thép không gỉ?
Việc lựa chọn nhà cung cấp phù hợp cho các bộ phận dập bằng thép không gỉ đòi hỏi phải có kiến thức chuyên môn về hoạt động của vật liệu, thiết kế công cụ và xử lý hậu kỳ. Nuote Metals cung cấp:
Hơn 10 năm dập thép không gỉ đặc biệt
Các loại trong kho – 304, 304L, 316, 316L, 430, 410, 301
Thụ động hóa nội bộ – Dòng axit citric với thử nghiệm xác minh
Dung sai đến ±0,05 mm – Trên các tính năng quan trọng
Khối lượng từ 1.000 đến 5.000.000+ miếng
Đánh giá DFM miễn phí – Dành cho các thiết kế bộ phận dập bằng thép không gỉ mới
Chương trình mẫu – 20 phần miễn phí từ dụng cụ sản xuất
Truy xuất nguồn gốc đầy đủ – Chứng chỉ nhà máy và báo cáo kiểm tra với mỗi đơn hàng
Liên hệkim loại Nuotengay hôm nay để tải lên bản vẽ của bạn hoặc thảo luận về các yêu cầu về bộ phận dập bằng thép không gỉ của bạn.
Thẻ nóng: Bộ phận dập thép không gỉ,Bộ phận dập thép không gỉ tùy chỉnh,Nhà máy sản xuất bộ phận dập thép không gỉ
Gửi yêu cầu
Xin vui lòng gửi yêu cầu của bạn trong mẫu dưới đây. Chúng tôi sẽ trả lời bạn trong 24 giờ.








X
Chúng tôi sử dụng cookie để cung cấp cho bạn trải nghiệm duyệt web tốt hơn, phân tích lưu lượng truy cập trang web và cá nhân hóa nội dung. Bằng cách sử dụng trang web này, bạn đồng ý với việc chúng tôi sử dụng cookie.
Chính sách bảo mật