
Các sản phẩm






Bộ phận thép đóng dấu
Cần các bộ phận thép đóng dấu chắc chắn? Nuote Metals, một nhà máy ở Trung Quốc, cung cấp các bộ phận thép có tem tùy chỉnh cho máy móc hạng nặng và xây dựng. Việc dập có trọng tải lớn của chúng tôi đảm bảo độ dày và khả năng chống va đập ổn định. Giải quyết điểm yếu về kết cấu bằng các bộ phận thép được thiết kế để tăng cường sức mạnh. Hãy tin cậy vào nhà máy để có được độ bền lâu dài.
Gửi yêu cầu
Mô tả Sản phẩm
Đối với vô số sản phẩm công nghiệp và thương mại, xương sống chính là thép.Bộ phận thép dậpcung cấp sự kết hợp chưa từng có giữa độ bền cơ học, tính sẵn có của vật liệu và hiệu quả chi phí. Từ giá đỡ thiết bị nặng đến khung điện tử chính xác, các bộ phận bằng thép được dập nổi chiếm ưu thế trong các ứng dụng đòi hỏi độ tin cậy khi chịu tải.
kim loại Nuoteđã sản xuất các bộ phận thép được đóng dấu chất lượng cao trong hơn một thập kỷ. Máy ép của chúng tôi xử lý các loại thép có hàm lượng cacbon thấp, hàm lượng cacbon cao và hợp kim có độ dày từ 0,3mm đến 6,0mm. Chúng tôi kết hợp khoa học vật liệu với quy trình dập hiệu quả để cung cấp các bộ phận đáp ứng các tiêu chuẩn hiệu suất nghiêm ngặt mà không tốn chi phí không cần thiết.

Các bộ phận thép đóng dấu là gì?
Bộ phận thép dậplà các thành phần kim loại được hình thành bằng cách đưa cuộn thép hoặc tấm thép vào máy ép dập được trang bị khuôn dập tùy chỉnh. Máy ép thực hiện các thao tác như đột, uốn, vẽ hoặc dập nổi để tạo ra hình dạng cuối cùng.
Thuật ngữ “các bộ phận bằng thép dập” thường dùng để chỉ các bộ phận được làm từ thép cacbon hoặc thép hợp kim thấp - khác với thép không gỉ, nhôm hoặc đồng thau. Các loại thép phổ biến bao gồm:
Thép cacbon thấp (SPCC, SPCD, Q195, 1008) – Khả năng định hình tuyệt vời, tiết kiệm
Thép carbon trung bình (S45C, 1045) – Độ bền cao hơn, chống mài mòn
Thép carbon cao (SK5, 1080) – Tính đàn hồi, độ cứng
Thép hợp kim (SPRING STEEL, 51CrV4) – Khả năng chống mỏi cao khi chịu tải trọng động
kim loại Nuotechọn loại thép tối ưu cho từng ứng dụng, cân bằng các yêu cầu về khả năng tạo hình, cường độ, chi phí và độ hoàn thiện bề mặt.
Hãy xem video để biết thêm về Xưởng dập của chúng tôi
Tại sao chọn thép cho các thành phần đóng dấu?
Thép vẫn là vật liệu được đóng dấu rộng rãi nhất vì lý do chính đáng.kim loại Nuotenêu bật những ưu điểm này của các bộ phận thép được đóng dấu:
Tỷ lệ cường độ trên chi phí cao - Thép mang lại cường độ cao hơn nhôm hoặc đồng thau với chi phí vật liệu thấp hơn
Thuộc tính từ tính – Cần thiết cho cảm biến, rơle và cụm điện từ
Khả năng hàn - Các bộ phận bằng thép dễ dàng chấp nhận hàn điểm, chiếu hoặc hàn laser
Khả năng tương thích của lớp mạ - Kẽm, niken, thiếc và các lớp mạ khác bám dính tốt với thép
Tính sẵn có – Thép cuộn có sẵn trên toàn cầu với thời gian thực hiện ngắn
Thông số kỹ thuật của các bộ phận thép đóng dấu kim loại Nuote
Tùy chọn vật liệu cho các bộ phận thép đóng dấu
| Cấp | Kiểu | Độ bền kéo (MPa) | Sức mạnh năng suất (MPa) | Độ cứng điển hình | Ứng dụng tốt nhất |
|---|---|---|---|---|---|
| SPCC / Q195 | Carbon thấp, chất lượng thương mại | 270 – 350 | 180 – 240 | HRB 45–60 | Giá đỡ chung, vỏ, bộ phận khung gầm |
| SPCD / 1008 | Carbon thấp, chất lượng bản vẽ | 280 – 370 | 190 – 250 | HRB 50–65 | Cốc vẽ, hình dạng phức tạp |
| SPCE / 1010 | Carbon thấp, chất lượng vẽ sâu | 300 – 390 | 210 – 260 | HRB 55–70 | Vỏ kéo sâu, thùng nhiên liệu ô tô |
| S45C/1045 | Cacbon trung bình | 570 – 700 | 350 – 450 | HRB 85–95 | Bánh răng (khoảng trống được dập), trục, tấm mài mòn |
| SK5/1080 | Carbon cao (thép lò xo) | 800 – 1.100 (cứng lại) | 500 – 800 | HRC 40–55 | Kẹp, lò xo, vòng giữ, lưỡi cưa |
| 51CrV4 | Thép lò xo hợp kim | 1.200 – 1.500 | 1.000 – 1.300 | HRC 45–52 | Lò xo lá chu kỳ cao, đĩa ly hợp |
Khả năng kích thước cho các bộ phận thép đóng dấu
kim loại Nuotesản xuấtbộ phận thép đóng dấutrên một loạt các kích cỡ và dung sai.
| tham số | Khả năng tiêu chuẩn | Khả năng chính xác (theo yêu cầu) |
|---|---|---|
| Độ dày vật liệu | 0,3 mm – 6,0 mm | 0,2 mm – 8,0 mm (loại giới hạn) |
| Kích thước bộ phận tối đa (khuôn lũy tiến) | 300 mm x 300 mm | 400 mm x 400 mm |
| Kích thước bộ phận tối đa (khuôn chuyển) | 500 mm x 600 mm | 600 mm x 800 mm |
| Dung sai (làm trống/xỏ lỗ) | ±0,10 mm | ±0,05 mm |
| Dung sai (góc uốn) | ±1° | ±0,5° |
| Đường kính lỗ tối thiểu (xuyên) | 1,0 x độ dày vật liệu | 0,8 x độ dày vật liệu |
| Chiều cao gờ (tiêu chuẩn) | .10,10 mm | .050,05 mm |
Quy trình dập cho các bộ phận thép được dập
kim loại Nuotechọn phương pháp dập thích hợp dựa trên hình dạng và khối lượng của bộ phận.
| Quá trình | Độ dày thép điển hình | Phạm vi khối lượng hàng năm | Thuận lợi |
|---|---|---|---|
| Dập khuôn hỗn hợp | 0,5 – 6,0 mm | 5k – 100k | Chi phí dụng cụ thấp, các bộ phận phẳng đơn giản |
| Dập khuôn lũy tiến | 0,3 – 4,0 mm | 100k – 10 triệu+ | Tốc độ cao, các bộ phận đa trạm phức tạp |
| Chuyển khuôn dập | 1,0 – 6,0 mm | 50k – 500k | Chi tiết lớn, nét vẽ sâu |
| Làm trống tốt | 1,0 – 12,0 mm | 50k – 500k | Các cạnh cắt không có gờ, độ phẳng chặt |
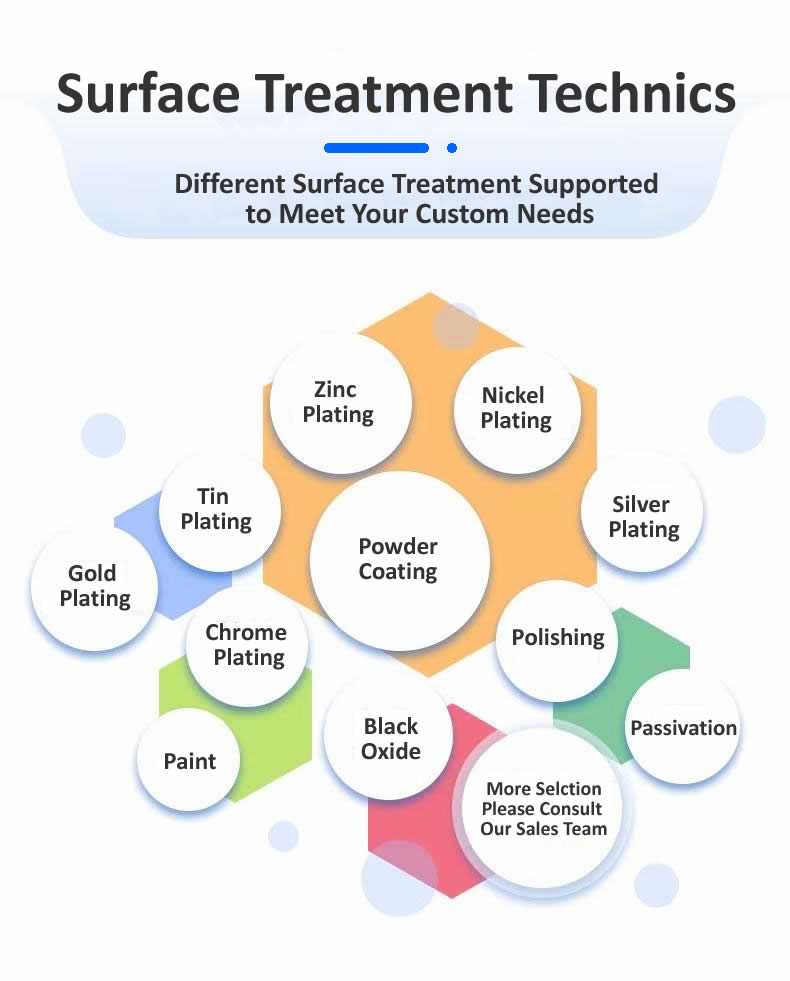
Bề mặt hoàn thiện có sẵn
Hầu hếtbộ phận thép đóng dấunhận được các biện pháp xử lý sau dập để ngăn chặn sự ăn mòn hoặc cải thiện hình thức bên ngoài.
| Hoàn thành | Sự miêu tả | độ dày | Chống ăn mòn (phun muối) |
|---|---|---|---|
| Mạ kẽm (rõ ràng/xanh/vàng) | Mạ kẽm thụ động | 5 – 12 µm | 48 – 120 giờ |
| Hợp kim kẽm-niken | Bảo vệ chống ăn mòn vượt trội | 8 – 15 µm | 200 – 500 giờ |
| Mạ kẽm nhúng nóng | Lớp phủ kẽm nặng, bề mặt mờ | 40 – 80 µm | 500 – 1.000 giờ |
| Oxit đen | Lớp phủ chuyển đổi, chống chói | 0,5 – 1,5 µm | 24 – 72 giờ (cần dầu) |
| Sơn tĩnh điện | Lớp phủ polyme màu | 60 – 120 µm | Hơn 500 giờ (tùy thuộc vào chất lượng) |
| Sơn điện tử/sơn điện | Nhúng epoxy catốt | 15 – 25 µm | 300 – 600 giờ |
| Phốt phát (mangan/kẽm) | Lớp phủ chuyển đổi cho sơn nền hoặc bôi trơn | 2 – 10 µm | Thấp (yêu cầu lớp phủ ngoài) |
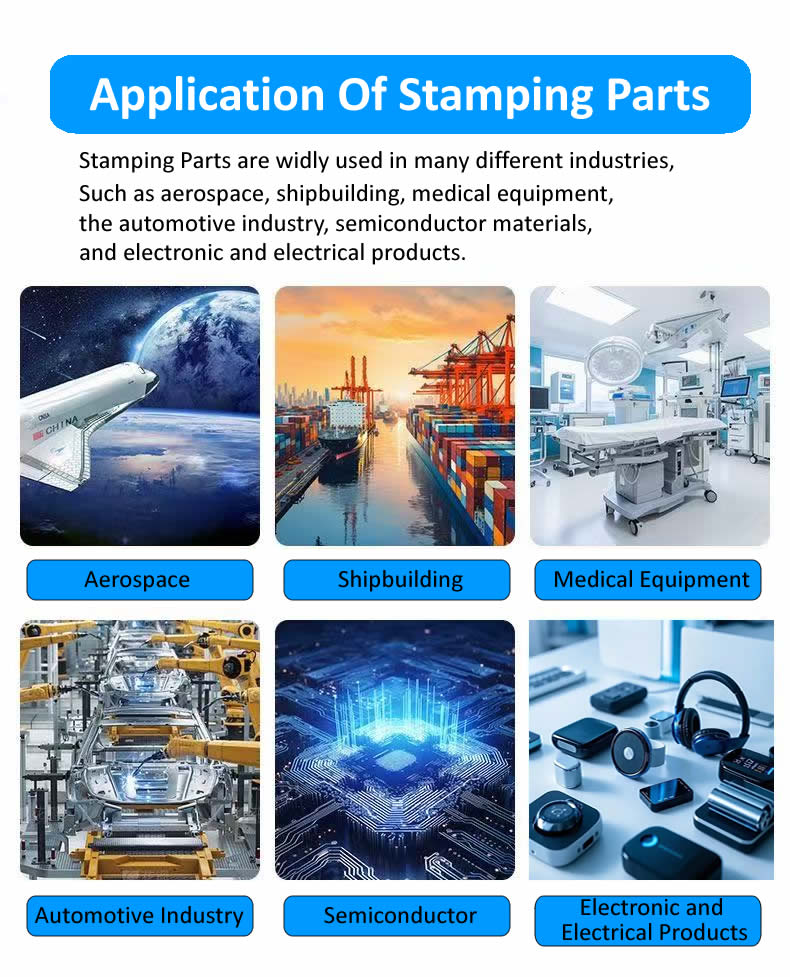
Ứng dụng của các bộ phận thép đóng dấu
kim loại Nuotecung cấp các bộ phận thép có tem cho hầu hết mọi ngành công nghiệp. Dưới đây là các ví dụ đại diện theo lĩnh vực.
Thanh cái ắc quy xe điện (Thép cacbon thấp, dày 2,0mm)
Một nhà sản xuất bộ pin EV cần một loạt thanh cái để kết nối các ô riêng lẻ. Yêu cầu rất khắt khe: độ phẳng trong phạm vi 0,1 mm trên chiều dài 150 mm, nhiều lỗ được đục lỗ chính xác cho các đầu cuối tế bào và lớp mạ kẽm-niken để chống ăn mòn. Khối lượng hàng năm là 80.000 bộ – quá cao đối với CNC, quá phức tạp đối với khuôn đơn giản.
kim loại Nuoteđã thiết kế một khuôn dập lũy tiến với tám trạm: xỏ lỗ, xẻ rãnh, tạo rãnh để tạo độ phẳng và cắt cuối cùng. Các bộ phận thép được dập ra khỏi máy ép với tốc độ 60 hành trình mỗi phút, mỗi hành trình có độ phẳng 0,08mm và vị trí lỗ trong phạm vi ±0,05mm. Sau khi mạ, các thanh cái đã vượt qua 500 giờ thử nghiệm phun muối. Khách hàng đã giảm 62% chi phí linh kiện so với đồng gia công và loại bỏ hai hoạt động phụ. Sau ba năm đi vào sản xuất, khuôn đã sản xuất hơn 1,2 triệu thanh cái mà không xảy ra lỗi từ trường.
Trường hợp này cho thấy những gì các bộ phận thép dập có thể đạt được khi dụng cụ và quy trình phù hợp với ứng dụng – không chỉ khối lượng.
Đảm bảo chất lượng cho các bộ phận thép dập – EEAT trong thực tế
kim loại Nuotetuân theo một hệ thống chất lượng toàn diện phù hợp với đặc tính của thép dập.
Kinh nghiệm với các loại thép
Các nhà luyện kim và kỹ sư chế tạo máy của chúng tôi có hơn 10 năm kinh nghiệm dập thép cacbon và thép hợp kim. Chúng tôi hiểu:
Hành vi đàn hồi - Khả năng phục hồi đàn hồi của thép thay đổi theo hàm lượng carbon; chúng tôi bù đắp trong thiết kế khuôn
Hình thành gờ – Thép carbon thấp mềm hơn tạo ra các gờ lớn hơn thép cứng; chúng tôi điều chỉnh khoảng trống cho phù hợp
Sinh nhiệt – Dập thép dày tạo ra nhiệt đáng kể; chúng tôi sử dụng chất bôi trơn và kiểm soát tốc độ máy ép
Chuyên môn trong xử lý sau dập
Bộ phận thép dậpyêu cầu bảo vệ chống ăn mòn cho hầu hết các ứng dụng. Nuote Metals vận hành hoạt động mạ kẽm nội bộ và hợp tác với các nhà sơn được chứng nhận về sơn tĩnh điện và sơn điện tử. Chúng tôi cung cấp:
Đo độ dày lớp phủ – huỳnh quang tia X (XRF) cho lớp mạ
Kiểm tra độ bám dính – Kiểm tra băng chéo theo tiêu chuẩn ASTM D3359
Thử nghiệm phun muối - ASTM B117 để xác nhận khả năng chống ăn mòn
Thẩm quyền thông qua các tiêu chuẩn
Của chúng tôibộ phận thép đóng dấutuân thủ:
ISO 9001:2015 – Hệ thống quản lý chất lượng
IATF 16949 – Chất lượng ô tô (có sẵn theo yêu cầu cho các dự án ô tô)
ASTM A109 – Tiêu chuẩn cho thép dải cacbon cán nguội
RoHS - Dành cho các bộ phận được mạ (không chứa crom hóa trị sáu nếu được chỉ định)

Tin tưởng thông qua tài liệu
Mỗi lô hàng các bộ phận thép được đóng dấu từ Nuote Metals bao gồm:
Báo cáo thử nghiệm vật liệu (MTR) – Chứng chỉ nhà máy có tính chất cơ lý
Nhật ký kiểm tra kích thước – Các phép đo chính với trạng thái đạt/không đạt
Giấy chứng nhận lớp phủ (nếu được mạ hoặc tráng) - Độ dày, loại, số lô
Kiểm tra bài viết đầu tiên (FAI) – Báo cáo chiều hoàn chỉnh cho các công cụ mới
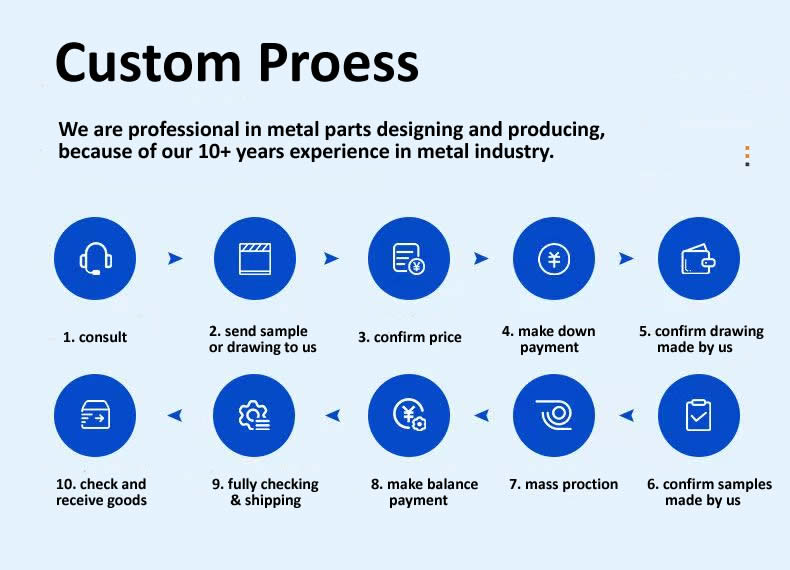
Cân nhắc thiết kế cho các bộ phận thép đóng dấu
Để giúp khách hàng tối ưu hóa thiết kế của họ để có thể sản xuất, Nuote Metals đưa ra những hướng dẫn này.
Bán kính uốn cong tối thiểu
| Độ dày vật liệu | Thép Carbon Thấp (SPCC) | Thép lò xo cacbon cao (SK5) |
|---|---|---|
| 0,5 mm | 0,5 mm (1xT) | 1,0 mm (2xT) |
| 1,0 mm | 1,0 mm (1xT) | 2,0 mm (2xT) |
| 2,0 mm | 2,0 mm (1xT) | 4,0 mm (2xT) |
| 3.0 mm | 3,0 mm (1xT) | 6,0 mm (2xT) |
| 4,0 mm | 5,0 mm (1,25xT) | Không được đề xuất |
Kích thước lỗ tối thiểu
Lỗ khoan thép cacbon thấp: Đường kính ≥ độ dày vật liệu
Lỗ khoan bằng thép cacbon cao hoặc thép hợp kim: Đường kính ≥ 1,2 x độ dày vật liệu
Khoảng cách cạnh (từ lỗ đến cạnh): ≥ 1,5 x độ dày vật liệu (để tránh phồng)
Dung sai cho các tính năng uốn cong
| Tính năng | Dung sai tiêu chuẩn | Độ chính xác (có đúc) |
|---|---|---|
| Góc uốn (uốn không khí) | ±1,5° | ±0,75° |
| Góc uốn (đúc) | ±0,5° | ±0,25° |
| Chiều cao hình thức (lúm đồng tiền, độ lệch) | ±0,15 mm | ±0,08 mm |
| Chiều dài mặt bích | ±0,20mm | ±0,10 mm |
Câu hỏi thường gặp về các bộ phận thép đóng dấu
Dưới đây là các câu hỏi kỹ thuật phổ biến nhất mà Nuote Metals nhận được liên quan đếnbộ phận thép đóng dấu.
Câu hỏi 1: Sự khác biệt giữa các bộ phận thép có tem carbon thấp và carbon cao là gì? Tôi phải chọn như thế nào?
Trả lời: Hàm lượng carbon quyết định độ bền, độ cứng và khả năng định hình. Các bộ phận bằng thép có tem carbon thấp (SPCC, 1008, 1010) chứa ít hơn 0,15% carbon. Chúng mềm, dẻo và dễ dàng dập thành các hình dạng phức tạp bao gồm các đường vẽ sâu và uốn cong chặt. Tuy nhiên, chúng có độ bền tương đối thấp (độ bền kéo 270–400 MPa) và không thể xử lý nhiệt để có độ cứng cao hơn. Các bộ phận bằng thép có hàm lượng carbon cao (SK5, 1080) chứa 0,75–1,0% carbon. Chúng bền hơn nhiều (độ bền kéo 800–1.100 MPa sau khi đông cứng) và có thể được xử lý nhiệt tới HRC 50–60. Tuy nhiên, chúng ít định hình hơn (bán kính uốn cong tối thiểu 2xT trở lên) và yêu cầu máy ép nặng hơn. Nuote Metals khuyến nghị sử dụng thép cacbon thấp cho giá đỡ, vỏ, khung và vỏ kéo. Khuyến nghị sử dụng thép cacbon cao cho lò xo, kẹp, bộ phận giữ và các bộ phận chịu mài mòn. Đối với các ứng dụng cần cường độ giữa các mức cực đoan này, thép cacbon trung bình (1045) mang lại sự cân bằng.
Câu hỏi 2: Nuote Metals ngăn ngừa rỉ sét trên các bộ phận thép được đóng dấu như thế nào trước khi chúng được khách hàng lắp ráp hoặc phủ?
Trả lời: Thép bị rỉ sét nhanh chóng khi tiếp xúc với độ ẩm. Nuote Metals thực hiện một số biện pháp để bảo vệbộ phận thép đóng dấutrong quá trình bảo quản và vận chuyển. Đầu tiên, đối với các bộ phận sẽ được chúng tôi mạ hoặc phủ, chúng tôi xử lý chúng trong vòng 24–48 giờ kể từ khi dập để giảm thiểu quá trình oxy hóa. Thứ hai, đối với các bộ phận được vận chuyển ở trạng thái “như đóng dấu” (không được phủ), chúng tôi bôi một loại dầu chống gỉ (nhẹ, có thể tháo rời bằng chất tẩy rửa có tính kiềm) và đóng gói chúng trong túi chống ẩm có chất hút ẩm. Thứ ba, chúng tôi cung cấp lớp phủ phốt phát tạm thời (mangan hoặc kẽm photphat) giúp chống rỉ sét trong nhà từ 1–3 tháng và cũng cải thiện độ bám dính của sơn cho những khách hàng sẽ sơn sau này. Để lưu trữ lâu dài hoặc vận chuyển quốc tế, chúng tôi khuyên khách hàng nên chỉ định một lớp phủ bảo vệ (mạ kẽm hoặc sơn điện tử) như một phần của đơn đặt hàng. Nếu bạn nhận được các bộ phận thép được đóng dấu có biểu hiện rỉ sét nhẹ trên bề mặt, thì thường có thể loại bỏ chúng bằng chất mài mòn nhẹ hoặc axit—nhưng đối với các ứng dụng quan trọng, hãy chỉ định kế hoạch chống ăn mòn bằng Nuote Metals ở giai đoạn báo giá.
Câu 3: Độ dày tối đa của các bộ phận thép được dập mà Nuote Metals có thể sản xuất là bao nhiêu? Các bộ phận dày hơn có cần dụng cụ đặc biệt không?
Trả lời: Nuote Metals có thể dập thép có độ dày lên tới 8,0mm cho các nguyên công đột bao hình đơn giản và lên đến 6,0mm cho các bộ phận cần uốn hoặc tạo hình. Tuy nhiên, các bộ phận bằng thép dập dày (trên 4,0mm) cần có những cân nhắc đặc biệt. Đầu tiên, trọng tải máy ép tăng lên đáng kể—một bộ phận thép dày 6,0mm có thể cần 200–400 tấn tùy thuộc vào kích thước phôi. Thứ hai, độ hở của dụng cụ phải được tăng lên (thường là 10–15% mỗi bên) để ngăn chặn quá nhiều gờ và gãy dụng cụ. Thứ ba, thép dày có khả năng phục hồi đàn hồi tối thiểu, do đó việc bù đàn hồi ít quan trọng hơn nhưng vết nứt ở cạnh trở thành mối lo ngại đối với các lỗ gần các cạnh.kim loại Nuotecó công suất ép lên tới 400 tấn và duy trì kho thép công cụ phù hợp cho việc dập khổ lớn. Đối với các bộ phận dày hơn 6,0mm, chúng tôi thường khuyên bạn nên cắt laze hoặc cắt plasma thay thế cho việc dập, vì chi phí dụng cụ trở nên quá cao. Gửi bản vẽ khổ dày của bạn tới Nuote Metals để so sánh tính khả thi và chi phí.
Câu hỏi 4: Bạn có thể đóng dấu các bộ phận thép được đóng dấu bằng lỗ ren hoặc phần cứng không? Những hoạt động phụ nào có sẵn?
Đ: Vâng,kim loại Nuoteđưa ra một số phương pháp để thêm ren vào các bộ phận thép được dập. Phổ biến nhất là tarô (cắt ren trực tiếp vào lỗ đục lỗ) và tạo ren (đối với thép dày hơn, vật liệu dịch chuyển để tạo ren không có phoi). Chúng tôi có máy taro nội bộ dành cho các lỗ từ M2 đến M12. Đối với các ứng dụng yêu cầu ren chắc hơn hoặc ốc vít có thể tháo rời, chúng tôi có thể lắp các hạt dao (đai ốc hoặc đinh tán tự móc kiểu PEM) trực tiếp vào khuôn dập bằng thiết bị chèn tự động. Các hoạt động thứ cấp khác đối với các bộ phận thép được dập bao gồm hàn điểm (hàn các đai ốc hoặc giá đỡ), tán đinh (nối hai bộ phận được dập) và xử lý nhiệt (đối với các bộ phận có hàm lượng carbon cao cần lò xo). Chỉ định bất kỳ thao tác phụ nào trên bản vẽ của bạn và Nuote Metals sẽ kết hợp chúng vào quy trình xử lý—thường trong cùng một khuôn lũy tiến để giảm chi phí xử lý.
Tại sao nên hợp tác với Nuote Metals cho các bộ phận bằng thép dập?
Việc chọn đối tác dập phù hợp sẽ đảm bảo chất lượng ổn định, giá cả cạnh tranh và giao hàng đáng tin cậy cho các bộ phận thép của bạn. Nuote Metals cung cấp:
- Lựa chọn thép rộng - Các loại thép thấp, trung bình, carbon cao và hợp kim có sẵn trong kho
- Phạm vi độ dày – 0,3 mm đến 6,0 mm (8,0 mm đối với phôi)
- Mạ trong nhà – Dây chuyền kẽm, kẽm-niken và oxit đen
- Khai thác và chèn phần cứng – Hoạt động thứ cấp tại chỗ
- Khối lượng từ 1.000 đến 10.000.000+ – Tạo mẫu để sản xuất hàng loạt
- Phân tích DFM miễn phí - Chúng tôi tối ưu hóa thiết kế của bạn để dập trước khi gia công
- Các bộ phận mẫu – 20 bộ phận miễn phí từ dụng cụ sản xuất
- Vận chuyển toàn cầu - Đường hàng không hoặc đường biển đến Bắc Mỹ, Châu Âu, Châu Á và hơn thế nữa
Liên hệkim loại Nuotehôm nay để tải lên bản vẽ của bạn hoặc thảo luận vềbộ phận thép đóng dấuyêu cầu của dự án.
Thẻ nóng: Phụ tùng thép đóng dấu,Phụ tùng thép đóng dấu Trung Quốc,Nhà sản xuất phụ tùng đóng dấu
Gửi yêu cầu
Xin vui lòng gửi yêu cầu của bạn trong mẫu dưới đây. Chúng tôi sẽ trả lời bạn trong 24 giờ.








X
Chúng tôi sử dụng cookie để cung cấp cho bạn trải nghiệm duyệt web tốt hơn, phân tích lưu lượng truy cập trang web và cá nhân hóa nội dung. Bằng cách sử dụng trang web này, bạn đồng ý với việc chúng tôi sử dụng cookie.
Chính sách bảo mật