
Các sản phẩm






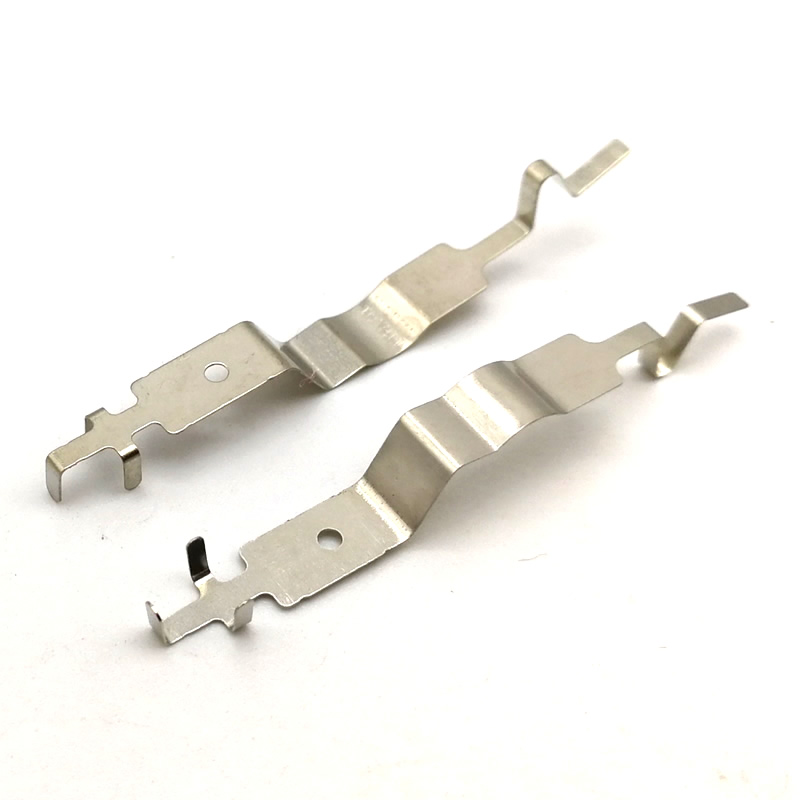
Dập các bộ phận nhỏ
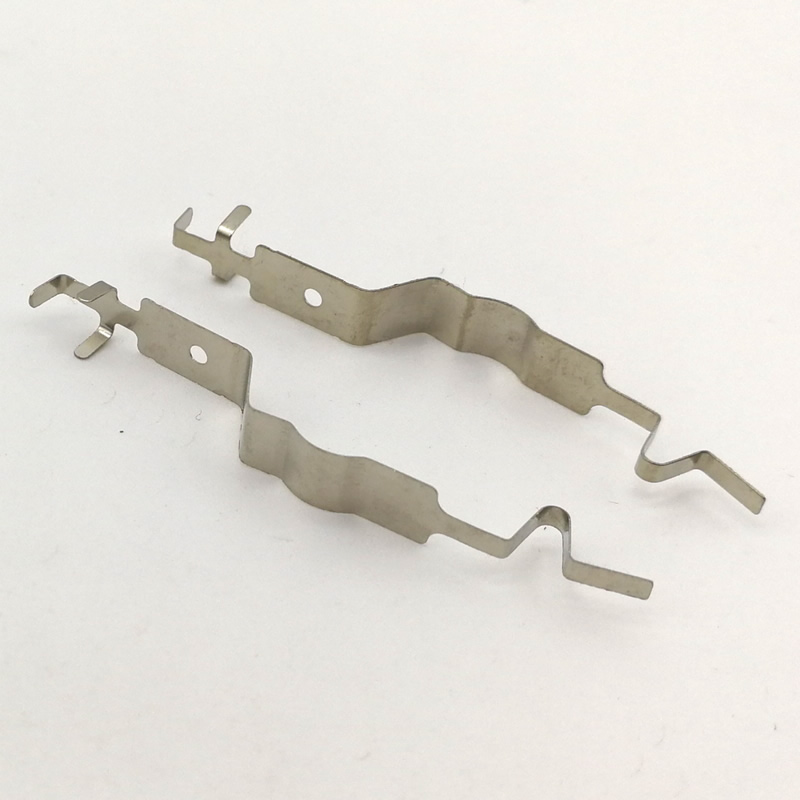
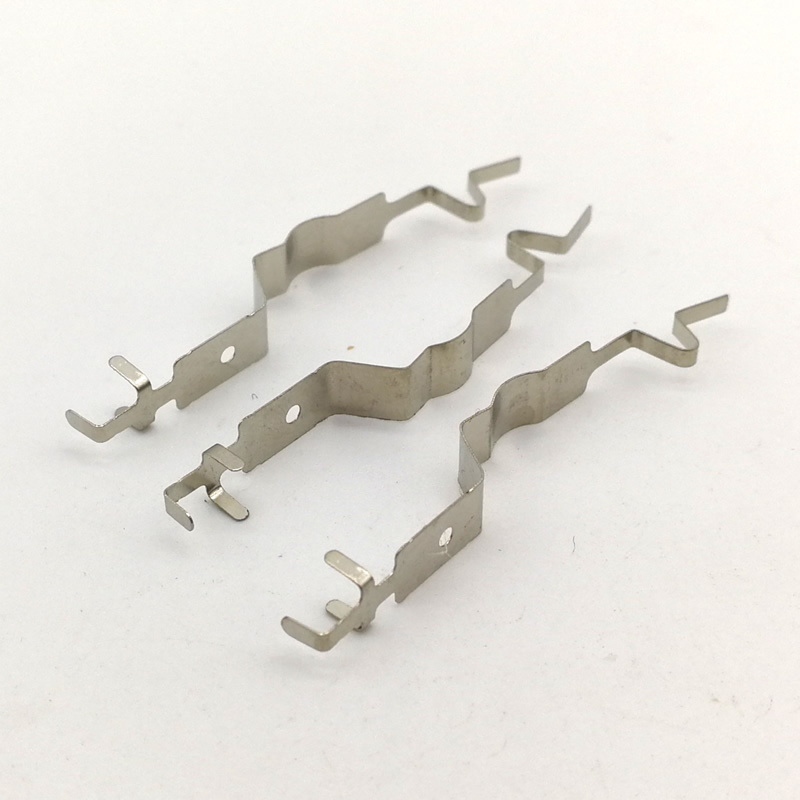
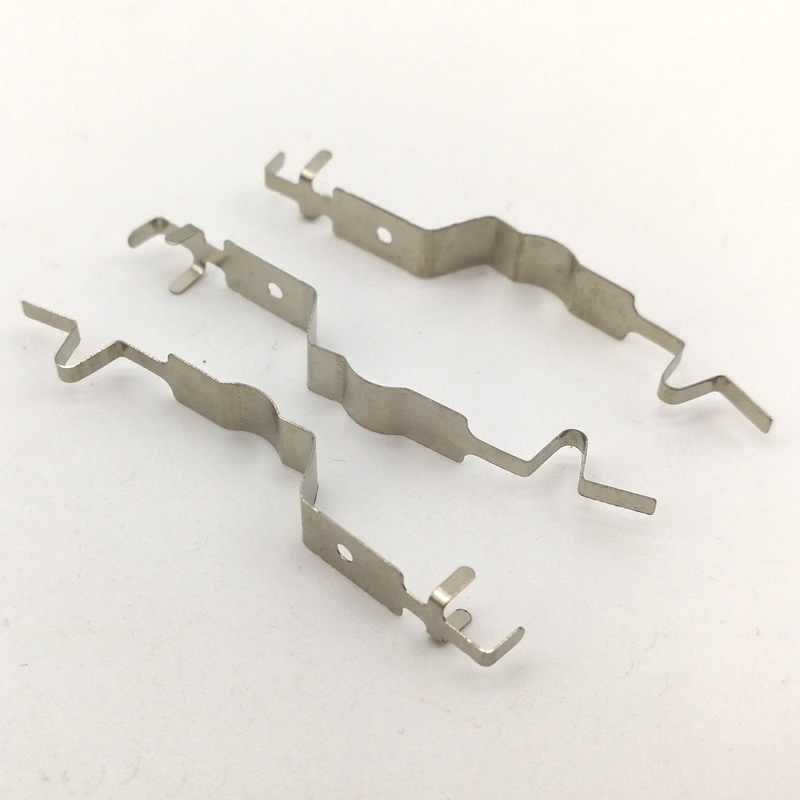
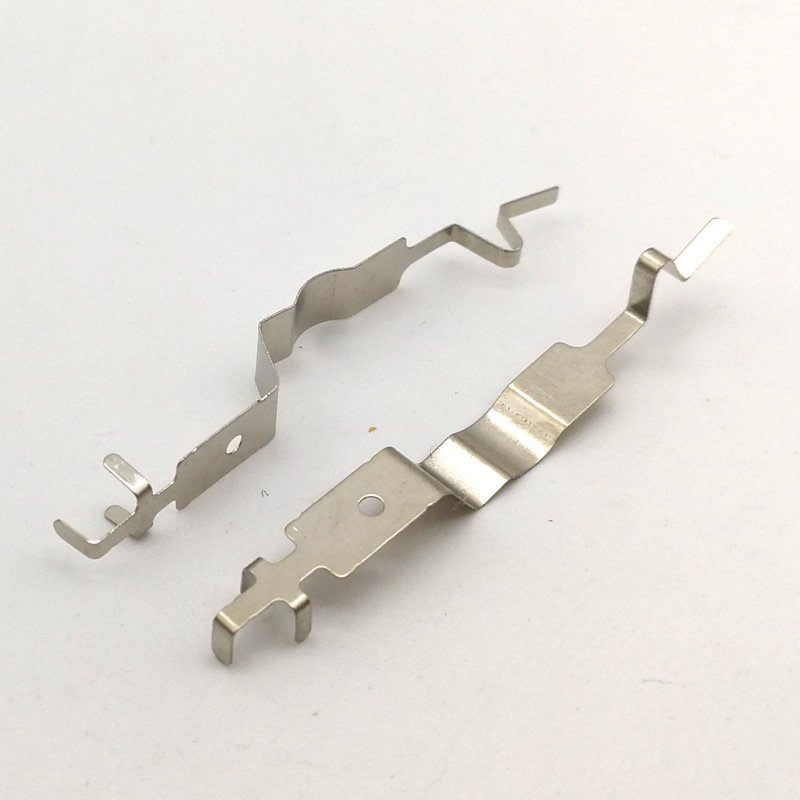
Từ Trung Quốc, nhà sản xuất Nuote Metals cung cấp dịch vụ dập tùy chỉnh các bộ phận nhỏ cho thiết bị điện tử và thiết bị y tế. Khuôn chính xác tạo ra các bộ phận nhỏ với dung sai chặt chẽ. Giải quyết các thách thức thu nhỏ một cách đáng tin cậy. Tin tưởng vào nhà sản xuất về chất lượng trong từng chi tiết nhỏ.
Gửi yêu cầu
Mô tả Sản phẩm
Trong thế giới gia công kim loại, kích thước đặt ra những thách thức đặc biệt. Việc dập các bộ phận nhỏ—các bộ phận có chiều ngang chỉ vài milimet hoặc cân nặng một phần gam—yêu cầu thiết bị, dụng cụ và kiểm soát quy trình chuyên dụng. Một vệt nhỏ hoặc sự dịch chuyển kích thước 0,02mm có thể khiến toàn bộ lô không thể sử dụng được.
kim loại Nuotecó dây chuyền sản xuất chuyên dụng dành riêng chodập các bộ phận nhỏ. Máy ép, cấp liệu và khuôn dập của chúng tôi được tối ưu hóa cho các bộ phận thu nhỏ được sử dụng trong điện tử, thiết bị y tế, chế tạo đồng hồ và hệ thống ô tô chính xác. Chúng tôi sản xuất dập các bộ phận nhỏ với tốc độ lên tới 1.200 hành trình mỗi phút, với dung sai được giữ ở mức ±0,01mm.
Dập các bộ phận nhỏ là gì?
Dập các bộ phận nhỏlà các thành phần kim loại thường được đặc trưng bởi:
Kích thước tối đa – Dưới 30mm theo bất kỳ hướng nào
Độ dày vật liệu – Thường là 0,1mm đến 1,5mm
Trọng lượng – Thường dưới 5 gam
Độ phức tạp - Có thể bao gồm nhiều chỗ uốn cong, lỗ thủng, các đặc điểm nổi hoặc bề mặt được đúc
Ví dụ về việc dập các bộ phận nhỏ bao gồm các chân kết nối, các tiếp điểm lò xo, tấm chắn, cực pin, liên kết đồng hồ, giá đỡ cảm biến và đầu dụng cụ phẫu thuật.
Kinh tế học củabộ phận đóng dấulà duy nhất. Mặc dù giá thành sản phẩm thấp nhưng dụng cụ lại dày đặc (nhiều lỗ trên mỗi khuôn) và yêu cầu chất lượng đặc biệt cao. Nuote Metals đã cải tiến quy trình để mang lại độ tin cậy trên quy mô lớn.
Tại sao chọn kim loại Nuote để dập các bộ phận nhỏ?
Máy ép chuyên dụng cho các bộ phận nhỏ
Máy ép dập tiêu chuẩn không lý tưởng chobộ phận dập. Nuote Metals vận hành máy ép chính xác, tốc độ cao với:
Độ dài hành trình ngắn – 10 mm đến 30 mm (giảm thời gian phát sóng, tăng SPM)
Khung chống rung – Duy trì sự liên kết khuôn ở tốc độ cao
Nguồn cấp dữ liệu servo có độ chính xác ± 0,02mm – Cần thiết cho cuộn dây mỏng, hẹp
Cảm biến trong khuôn – Phát hiện ăn khớp sai, đẩy bộ phận ra và mòn dụng cụ
Dụng cụ được thiết kế cho các tính năng thu nhỏ
Chúng tôi chết vìdập các bộ phận nhỏsử dụng:
Cú đấm cacbua siêu nhỏ - Đường kính nhỏ tới 0,3mm
Hạt dao cacbua vonfram – Chịu được mài mòn chu kỳ cao
Đẩy phần dương – Chân không khí hoặc lò xo chống dính
Trạm xác minh quang học – Camera trong khuôn cho các kích thước quan trọng
Quy trình xử lý và phòng sạch
Các bộ phận nhỏ dễ bị mất hoặc bị ô nhiễm.kim loại Nuoteduy trì:
Dây chuyền đóng gói chi tiết nhỏ chuyên dụng – Khay chống tĩnh điện, cuộn băng hoặc túi tùy chỉnh
Máy cấp liệu từ tính và rung – Để đếm và đóng gói tự động
Kiểm tra trực quan 100% – Phóng đại các khuyết tật bề mặt mà mắt thường không nhìn thấy được
Hãy xem Video để biết cách chúng tôi tạo ra các bộ phận dập
Thông số kỹ thuật để dập các bộ phận nhỏ
Tùy chọn vật liệu
| Vật liệu | Độ dày chung (mm) | Các bộ phận nhỏ điển hình |
|---|---|---|
| Thép cacbon thấp (SPCC, 1008) | 0,15 – 1,0 | Vòng đệm, miếng đệm, kẹp |
| Thép không gỉ (304, 301 nửa cứng) | 0,10 – 0,8 | Tiếp điểm lò xo, lưỡi y tế |
| Đồng thau (C260, C268) | 0,10 – 0,8 | Chân kết nối, thiết bị đầu cuối |
| Đồng phốt pho (C5191) | 0,10 – 0,5 | Lò xo rơle, lưỡi công tắc |
| Đồng berili (C17200) | 0,10 – 0,5 | Lò xo hiệu suất cao, tiếp điểm pin |
| Nhôm (5052, 1100) | 0,15 – 1,0 | Tấm chắn EMI, bộ tản nhiệt |
| Bạc niken | 0,10 – 0,5 | Trang trí điện tử, tiếp điểm chống ăn mòn |
Khả năng kích thước để dập các bộ phận nhỏ
kim loại Nuoteđạt được dung sai sau đây trêndập các bộ phận nhỏ.
| tham số | Khả năng tiêu chuẩn | Khả năng có độ chính xác cao (theo yêu cầu) |
|---|---|---|
| Chiều dài/chiều rộng phần tối thiểu | 1,0 mm | 0,8 mm |
| Đường kính lỗ tối thiểu | 0,3 mm (0,5 mm đối với vật liệu dày hơn) | 0,2 mm (với cú đấm cacbua) |
| Dung sai trung tâm từ lỗ đến lỗ | ±0,025 mm | ±0,010 mm |
| Dung sai đường viền trống | ±0,025 mm | ±0,015 mm |
| Góc uốn | ±0,5° | ±0,3° |
| Độ phẳng (dài trên 10 mm) | ±0,05 mm | ±0,02 mm |
| Chiều cao Burr (cạnh cắt) | .03 mm | .010,01 mm (có mài thứ cấp) |
| Dung sai độ dày đúc | ±0,010 mm | ±0,005 mm |
Tốc độ và khối lượng sản xuất
| Độ dày vật liệu | Tốc độ ép thông thường (SPM) | Sản lượng hàng ngày (mỗi ca) | Đơn hàng tiết kiệm tối thiểu |
|---|---|---|---|
| 0,1 – 0,3 mm | 800 – 1.200 | 400.000 – 600.000 | 500.000 chiếc |
| 0,3 – 0,8 mm | 400 – 800 | 200.000 – 400.000 | 200.000 chiếc |
| 0,8 – 1,5 mm | 200 – 400 | 100.000 – 200.000 | 100.000 chiếc |
Ghi chú:dập các bộ phận nhỏở khối lượng thấp hơn có thể tiết kiệm hơn bằng cách sử dụng cắt laser hoặc khắc hóa học.kim loại Nuotecung cấp các khuyến nghị về quy trình tại báo giá.
Cấu hình khuôn điển hình để dập các bộ phận nhỏ
| Loại khuôn | Số trạm | Các lỗ sâu răng điển hình trên mỗi chiều rộng dải | Tốt nhất cho |
|---|---|---|---|
| lũy tiến một hàng | 8 – 20 | 1 – 2 | Các bộ phận phức tạp có đường cong, đồng xu hoặc nhiều lỗ khuyên |
| Tiến bộ nhiều hàng | 10 – 30 | 4 – 16 | Các bộ phận phẳng đơn giản (vòng đệm, kẹp, thiết bị đầu cuối) |
| Chuyển khuôn | 6 – 12 | 1 (nhưng dải lớn) | Các chi tiết nhỏ lớn hơn (trên 15mm) cần tạo hình nặng |
Chúng tôisử dụng khuôn nhiều hàng cho khối lượng lớnbộ phận dập, giảm lãng phí dải và tăng sản lượng trên mỗi hành trình ép.
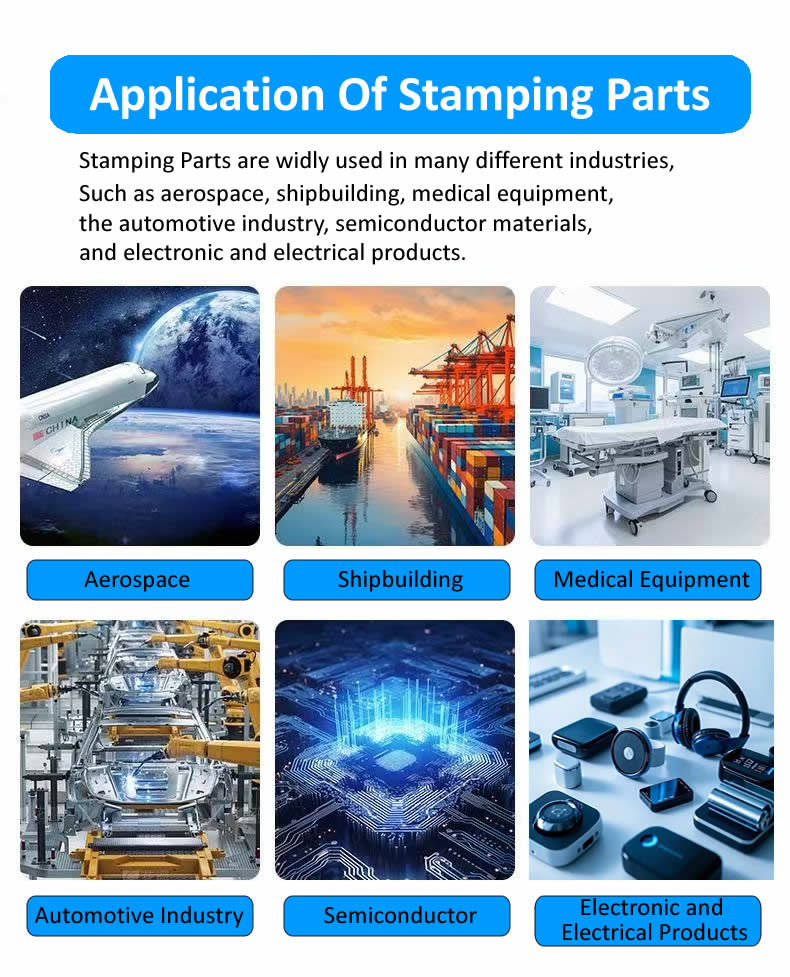
Ứng dụng của dập các bộ phận nhỏ
kim loại Nuotequân nhudập phần nhỏs cho các ngành công nghiệp nơi độ chính xác ở quy mô thu nhỏ là rất quan trọng.
Điện tử và kết nối
Chân kết nối USB và HDMI (đồng thau hoặc đồng phốt-pho)
Các điểm tiếp xúc của giá đỡ thẻ SIM (thép không gỉ, mạ niken)
Danh bạ lò xo pin cho thiết bị đeo
Ngón tay che chắn và kẹp nối đất (đồng berili)
Khung chì cho cảm biến và đèn LED
Thiết bị y tế
Các bộ phận đe và hộp mực của kim bấm phẫu thuật
Đầu dụng cụ nha khoa (không gỉ, sắc bén)
Đầu nối thiết bị cấy ghép (titan hoặc 316L không gỉ)
Vòng khóa trung tâm ống thông
Điểm tiếp xúc của que thử chẩn đoán (mạ vàng)
Ô tô và xe điện
Thiết bị đầu cuối hộp cầu chì (đồng mạ thiếc)
Kẹp dây điện (thép lò xo)
Giá đỡ cảm biến (không gỉ mỏng)
Lưỡi tiếp xúc cổng sạc
Thanh cái hệ thống quản lý pin (dạng nhỏ)
Chế tạo đồng hồ và cơ khí vi mô
Cầu truyền động bánh răng (đồng)
Thân đặt bằng tay (khoảng trống được đóng dấu để gia công thêm)
Kẹp lò xo trường hợp
Vòng đệm chuyển động
Sản phẩm tiêu dùng
Các điểm tiếp xúc sạc tai nghe (không gỉ mạ vàng)
Tấm gắn động cơ drone (nhôm)
Thiết bị đầu cuối pin điều khiển từ xa
Thanh trượt dây kéo và mấu kéo (thép dập nhỏ)
Linh kiện khóa cho ba lô
Đảm bảo chất lượng cho việc dập các bộ phận nhỏ – EEAT trong thực tế
kim loại Nuoteáp dụng các giao thức chất lượng chuyên dụng cho các linh kiện thu nhỏ.
Kinh nghiệm sử dụng Micro-Tooling
Các nhà chế tạo công cụ của chúng tôi có nhiều thập kỷ kinh nghiệm mài các chày có đường kính nhỏ tới 0,3 mm. Chúng tôi sử dụng EDM dây và mài khuôn để đạt được độ hở khuôn 5–8% mỗi bên—rất quan trọng để cắt sạch các vật liệu mỏng không có gờ.
Chuyên môn về kiểm tra độ phóng đại cao
Các dụng cụ đo tiêu chuẩn không đủ để dập các bộ phận nhỏ. Công dụng của kim loại Nuote:
Hệ thống đo thị lực – độ phóng đại 100 lần với độ phân giải dưới micron
Panme đo laser của Keyence – Đo không tiếp xúc ở tốc độ 1.000 lần đọc/giây
Kính hiển vi điện tử quét (SEM) - Để phân tích lỗi và xác minh chất lượng cạnh (thuê ngoài nếu cần)
Thẩm quyền thông qua các tiêu chuẩn ngành
Của chúng tôidập các bộ phận nhỏtuân thủ:
ISO 9001:2015 – Quản lý chất lượng
IPC-610 – Khả năng chấp nhận các cụm điện tử (đối với đầu nối và bộ phận tiếp xúc)
RoHS & REACH – Tuân thủ vật liệu cho thiết bị điện tử
IATF 16949 – Chất lượng ô tô (dành cho các bộ phận nhỏ của ô tô)
Tin tưởng thông qua kiểm tra tự động 100%
Đối với việc dập các bộ phận nhỏ quan trọng,kim loại Nuotethực hiện:
Cảm biến quang học trong khuôn – Xác minh sự hiện diện của bộ phận và hình học cơ bản ở 1.200 SPM
Phân loại tầm nhìn sau tem – Loại bỏ các bộ phận có khuyết tật về kích thước hoặc bề mặt
Băng và cuộn có chức năng đếm tự động – Đảm bảo số lượng chính xác mà không bị thiếu miếng
Những thách thức chung trong việc dập các bộ phận nhỏ và cách kim loại Nuote giải quyết chúng
| Thử thách | Nguyên nhân gốc rễ | Dung dịch kim loại Nuote |
|---|---|---|
| Các gờ trên các lỗ siêu nhỏ | Cú đấm bị lệch hoặc giải phóng mặt bằng không đúng cách | Mũi đột cacbua có tấm gạt phôi dẫn hướng; giải phóng mặt bằng được tối ưu hóa theo độ dày |
| Phần dính vào chày (gắp) | Điện tích chân không hoặc tĩnh điện | Phóng khí tích cực; chày có lớp phủ (TiN hoặc DLC); máy ion hóa chống tĩnh điện |
| Sự không nhất quán về kích thước trên chiều rộng dải | Độ căng cuộn dây không đều hoặc lỗi cấp liệu | Nguồn cấp dữ liệu servo với điều khiển vòng kín; máy ép tóc với cuộn nhúm |
| Các bộ phận bị cong hoặc xoắn sau khi dập | Ứng suất dư do đúc hoặc uốn | Giảm căng thẳng nội tuyến (nhiệt); trạm phản uốn |
| Thiếu phụ kiện khi đóng gói | Lực hút tĩnh hoặc kích thước nhỏ | khay chống tĩnh điện; máy cấp liệu rung tự động có cảm biến đếm |
Câu hỏi thường gặp về việc dập các bộ phận nhỏ
Dưới đây là những câu hỏi kỹ thuật phổ biến nhất mà chúng tôi nhận đượcchúng ta vềbộ phận dập.
Câu hỏi 1: Kích thước dập nhỏ nhất của các bộ phận nhỏ mà Nuote Metals có thể sản xuất là bao nhiêu?
Trả lời: Nuote Metals đã sản xuất các bộ phận dập nhỏ có chiều dài 0,8 mm và chiều rộng 0,3 mm, với độ dày vật liệu là 0,1 mm. Mức tối thiểu thực tế phụ thuộc vào độ phức tạp của tính năng. Đối với một vòng đệm phẳng hoặc tấm tiếp xúc đơn giản, chúng ta có thể dập các bộ phận có đường kính xuống tới 0,5mm bằng cách sử dụng dụng cụ cacbua và máy ép tốc độ cao. Đối với các bộ phận cần có lỗ, đường kính lỗ tối thiểu là 0,2mm (độ dày vật liệu ≤0,15mm). Đối với các bộ phận có các đặc điểm uốn cong hoặc định hình, kích thước bộ phận tối thiểu là khoảng 1,5mm ở bất kỳ kích thước nào để cho phép có khoảng hở dụng cụ. Nếu việc dập các bộ phận nhỏ của bạn nhỏ hơn các giới hạn này, Nuote Metals có thể đề xuất các quy trình thay thế như khắc quang hóa (PCM) hoặc gia công vi mô bằng laser. Chúng tôi khuyến khích bạn gửi bản vẽ của mình để đánh giá tính khả thi—các kỹ sư của chúng tôi sẽ tư vấn xem việc dán tem có khả thi về mặt kỹ thuật và kinh tế hay không.
Câu hỏi 2: Nuote Metals kiểm soát các gờ khi dập các bộ phận nhỏ như thế nào, đặc biệt là khi các bộ phận được xử lý hoặc tiếp xúc với các bộ phận nhạy cảm?
Trả lời: Kiểm soát lưỡi dao là mối quan tâm số một về chất lượng đối với việc dập các bộ phận nhỏ.kim loại Nuotesử dụng cách tiếp cận ba cấp độ. Đầu tiên, độ hở khuôn được tối ưu hóa: đối với các vật liệu mỏng (dưới 0,3mm), chúng tôi duy trì độ hở từ khuôn đến khuôn chỉ 3–5% mỗi bên, giúp giảm đáng kể sự hình thành gờ nhưng vẫn cần các chày cacbua để tránh mài mòn. Thứ hai, bảo trì dụng cụ sắc bén: chúng tôi theo dõi số lần đột dập và thay thế hoặc mài lại các đột sau mỗi 500.000 đến 2.000.000 hành trình tùy thuộc vào độ mài mòn của vật liệu. Thứ ba, mài giũa thứ cấp cho các bộ phận nhỏ bị dập quan trọng: chúng tôi cung cấp phương pháp rung rung bằng vật liệu gốm hoặc nhựa, tạo ra bán kính cạnh đồng nhất là 0,01–0,03mm và loại bỏ các vệt có chiều cao xuống tới 0,01mm. Đối với các bộ phận không thể chịu được bất kỳ vệt nào có thể phát hiện được (ví dụ: lưỡi dao y tế hoặc các điểm tiếp xúc điện không được làm trầy xước bề mặt tiếp xúc), chúng tôi cung cấp phương pháp đánh bóng bằng điện (đối với thép không gỉ) hoặc phun mài mòn vi mô. Chỉ định chiều cao lưỡi khoan tối đa cho phép của bạn trên bản vẽ và Nuote Metals sẽ chọn quy trình thích hợp.
Câu hỏi 3: Thời gian thực hiện thông thường cho dụng cụ và mẫu đầu tiên của việc dập các bộ phận nhỏ là bao lâu?
A: Thời gian thực hiện chodập các bộ phận nhỏphụ thuộc vào độ phức tạp của bộ phận và kết cấu khuôn. Đối với các bộ phận phẳng đơn giản (vòng đệm, kẹp, thiết bị đầu cuối) có thể sử dụng khuôn nhiều hàng với 2–4 trạm, Nuote Metals thường giao các mẫu đầu tiên sau 15–20 ngày làm việc sau khi phê duyệt bản vẽ. Đối với các bộ phận dập phức tạp nhỏ có nhiều tính năng uốn cong, tạo hình và xuyên thấu yêu cầu khuôn dập liên tục với 8–15 trạm, thời gian thực hiện dụng cụ dao động từ 25–35 ngày làm việc. Chúng tôi cung cấp dịch vụ cấp tốc (thêm 30% phí dụng cụ) giúp giảm thời gian thực hiện từ 7–10 ngày. Sau khi phê duyệt dụng cụ, chúng tôi cung cấp 20 mẫu mẫu miễn phí để khách hàng kiểm tra. Thời gian sản xuất để dập các bộ phận nhỏ thường là 10–15 ngày làm việc đối với đơn đặt hàng lên tới 500.000 chiếc, giả sử các hoạt động mạ hoặc thứ cấp là tiêu chuẩn. Hãy liên hệ với Nuote Metals với bản vẽ chi tiết của bạn để biết dòng thời gian cụ thể.
Câu hỏi 4: Các bộ phận nhỏ được dán tem được đóng gói như thế nào để tránh mất mát hoặc hư hỏng trong quá trình vận chuyển? Bạn có thể cung cấp băng và cuộn để lắp ráp tự động không?
Trả lời: Có, Nuote Metals cung cấp nhiều tùy chọn đóng gói chobộ phận dập. Để lắp ráp thủ công hoặc sử dụng số lượng ít, chúng tôi cung cấp túi poly chống tĩnh điện có nắp kín và chất hút ẩm, thường được đóng gói thành 1.000–10.000 chiếc mỗi túi (tùy thuộc vào kích thước bộ phận). Để lắp ráp chọn và đặt tự động, chúng tôi cung cấp bao bì dạng băng và cuộn theo tiêu chuẩn EIA-481—có sẵn cho các bộ phận nhỏ tới 1,0 mm x 1,0 mm. Dịch vụ cuộn băng keo của chúng tôi bao gồm băng dính chống tĩnh điện, băng keo bọc có lực bóc được kiểm soát và cuộn nhựa có đường kính 7 inch hoặc 13 inch. Đối với các bộ phận dập rất nhỏ hoặc tinh xảo, chúng tôi cũng cung cấp khay làm bánh quế (tiêu chuẩn JEDEC) có túi riêng để ngăn các bộ phận chạm vào nhau. Đối với các đơn đặt hàng số lượng lớn, chúng tôi có thể cung cấp bao bì số lượng lớn với chức năng đếm và dán nhãn tự động. Chỉ định phương pháp đóng gói ưa thích của bạn tại thời điểm báo giá—thường không tính thêm phí cho băng và cuộn cho các đơn hàng trên 50.000 chiếc.
Tại sao nên hợp tác với Nuote Metals cho các bộ phận dập?
sản xuấtbộ phận dậpở quy mô lớn đòi hỏi chuyên môn chuyên môn mà các cửa hàng dập thông thường không thể cung cấp. Nuote Metals cung cấp:
Tốc độ ép tới 1.200 SPM – Tối ưu hóa cho các bộ phận thu nhỏ
Dung sai đến ±0,01mm – Được xác minh bằng phép đo thị giác
Vật liệu mỏng tới 0,1mm – Từ thép lò xo đến đồng berili
Khuôn nhiều hàng – Tối đa 16 khoang mỗi nét cho các bộ phận phẳng
Kiểm tra trong khuôn và sau tem – có sẵn 100% khả năng phân loại bằng hình ảnh
Đóng gói bằng băng và cuộn – Sẵn sàng để lắp ráp tự động
Dịch vụ tạo mẫu – Công cụ mềm để xác thực khối lượng thấp
Phản hồi DFM miễn phí – Chúng tôi xác định các vấn đề tiềm ẩn trước khi tạo công cụ
Liên hệkim loại Nuotehôm nay để gửi bản vẽ của bạn hoặc thảo luận vềdập các bộ phận nhỏyêu cầu.
Thẻ nóng: dập các bộ phận nhỏ,nhà máy dập các bộ phận nhỏ,Trung Quốc dập các bộ phận nhỏ
Gửi yêu cầu
Xin vui lòng gửi yêu cầu của bạn trong mẫu dưới đây. Chúng tôi sẽ trả lời bạn trong 24 giờ.








X
Chúng tôi sử dụng cookie để cung cấp cho bạn trải nghiệm duyệt web tốt hơn, phân tích lưu lượng truy cập trang web và cá nhân hóa nội dung. Bằng cách sử dụng trang web này, bạn đồng ý với việc chúng tôi sử dụng cookie.
Chính sách bảo mật